
18949568948




С�ڏ����ܼӹ���ˇԔ��
�l(f��)��r(sh��)�g��2024-12-13
����С�ڏ����ܼӹ���ˇ��һ��(g��)��(f��)�s������(x��)���^(gu��)�̣��漰����(g��)�h(hu��n)��(ji��)
����һ
����䓰�z�y(c��)����䓰��M(j��n)�����a(ch��n)��֮ǰ
���������c�߅��ͨ�^(gu��)�߅�C(j��)��(du��)䓰�ăɂ�(c��)߅���M(j��n)�������ʹ���_(d��)�������䓰匒��
����߅ƽ�жȺ��¿��Π����@һ���E�_���˺��m(x��)�ӹ�������M(j��n)�С�������
�������c���������A(y��)����ʹ���A(y��)��?r��n)C(j��)��(du��)䓰��M(j��n)���A(y��)��
��ʹ���������Ҫ��(du��)�ں���^���䓰�������ʹ�É����C(j��)�M(j��n)���A(y��)�����������ͣ��ڳ��͙C(j��)�ϣ����A(y��)�����䓰��M(j��n)�ж���뉺
���ȉ��ɡ�J�������ى��ɡ�C���Σ�������_(k��i)�ڵġ�O�������γɺ��ܵij����Π��������A(y��)�������Ú��w���o(h��)����(du��)���ͺ�ĺ����M(j��n)���B�m(x��)���ӣ��γɳ����ĺ��p
��������(n��i)���c�⺸�����ÿv�ж�z���ں��ܵă�(n��i)��(c��)�����(c��)�M(j��n)�к���
���_�����p���ι��Ժ��ܷ��ԡ�������
����̎���c�z�y(c��)������������(du��)�������C(j��)䓹��M(j��n)������
�����C�͑���Ҫ�Ĝ�(zh��n)�_�ߴ磬������䓹܃�(n��i)��(y��ng)���ķֲ���B(t��i)��������̎������(du��)���Ӻ��䓹��M(j��n)�П�̎��
�����������ӑ�(y��ng)�������䓹ܵď�(qi��ng)�Ⱥ����g���ܡ������ӹ�̎���������ܿ�ƽ��
�����z�y(c��)������(j��)�͑�Ҫ��
������
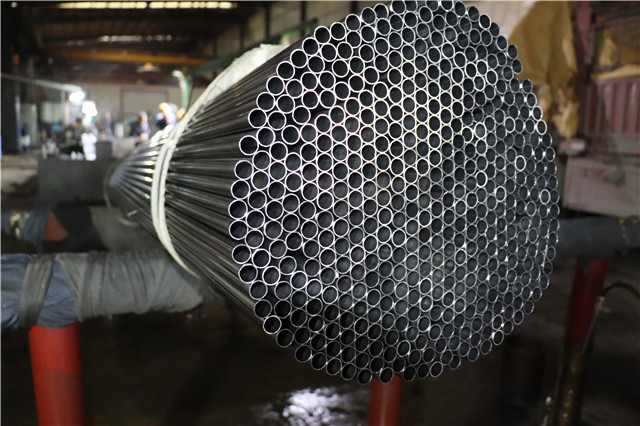
������ӹ���ˇ������(du��)��ijЩ�����(l��i)�͵�С�ڏ�����
����С�ڏ��������ܻ���ηǘ�(bi��o)���ܣ�߀��Ҫ��������ļӹ���ˇ����������ηǘ�(bi��o)������Ҫ��(j��ng)�^(gu��)���Ϝ�(zh��n)�䡢��ϴ����ϴ����ɵ��A(y��)̎�����E��Ȼ��������ΙC(j��)�M(j��n)����β������M(j��n)�П�̎�����Cֱ��ˮ��ԇ�(y��n)�Ⱦ������E�������C������
��С�ڏ����ܵļӹ���ˇ��һ��(g��)��(f��)�s������(x��)���^(gu��)�̣��漰����(g��)�h(hu��n)��(ji��)�Ͷ���(g��)���E��ÿ��(g��)�h(hu��n)��(ji��)����Ҫ��(y��n)������|(zh��)���ͼ��g(sh��)����(sh��)���Դ_���a(ch��n)Ʒ���|(zh��)�������ܡ�ͬ�r(sh��)���S���Ƽ����M(j��n)���͑�(y��ng)���I(l��ng)��IJ�����չ��С�ڏ����ܵļӹ���ˇҲ��������(chu��ng)�ºͰl(f��)չ��


")
��")







NEWS
ʏ���������l��������˾
(li��n)ϵ�ˣ�������
�֙C(j��)��18949568948
��ַ��ʏ���h��ʏ��(j��ng)��(j��)�_(k��i)�l(f��)�^(q��)

��һ�� �P(gu��n)ע�֙C(j��)վ
 �ھ��ͷ�
�ھ��ͷ�
